Nehrđajući čelik se može naći svugdje u životu, a postoje sve vrste modela koje je glupo razlikovati. Danas ću s vama podijeliti članak kako bih razjasnio ovdje navedena znanja.

Nehrđajući čelik je kratica za nehrđajući čelik otporan na kiseline, zrak, paru, vodu i druge slabo korozivne medije ili nehrđajući čelik poznat je kao nehrđajući čelik; i bit će otporan na kemijske korozivne medije (kiseline, lužine, soli i druge kemijske impregnacije) koroziju čelika naziva se čelik otporan na kiseline.
Nehrđajući čelik odnosi se na zrak, paru, vodu i druge slabo korozivne medije te kiseline, lužine, soli i druge kemijski korozivne medije koji uzrokuju koroziju čelika, poznatog i kao nehrđajući čelik otporan na kiseline. U praksi se čelik otporan na koroziju u slabim korozivnim medijima često naziva nehrđajući čelik, a čelik otporan na koroziju u kemijskim medijima naziva se čelik otporan na kiseline. Zbog razlika u kemijskom sastavu ta dva tipa, prvi nisu nužno otporni na koroziju u kemijskim medijima, dok su drugi općenito nehrđajući. Otpornost nehrđajućeg čelika na koroziju ovisi o legirajućim elementima sadržanim u čeliku.
Uobičajena klasifikacija
Prema podacima metalurške organizacije
Općenito, prema metalurškoj organizaciji, uobičajeni nehrđajući čelici podijeljeni su u tri kategorije: austenitni nehrđajući čelici, feritni nehrđajući čelici i martenzitni nehrđajući čelici. Na temelju osnovne metalurške organizacije ove tri kategorije, za specifične potrebe i namjene izvode se dupleks čelici, nehrđajući čelici s precipitacijskim kaljenjem i visokolegirani čelici koji sadrže manje od 50% željeza.
1. Austenitni nehrđajući čelik
Matrica do plošno centrirane kubične kristalne strukture austenitne organizacije (CY faza) dominira nemagnetskim, uglavnom hladnom obradom kako bi se ojačao (i može dovesti do određenog stupnja magnetizma) nehrđajućeg čelika. Američki institut za željezo i čelik do 200 i 300 serije numeričkih oznaka, kao što je 304.
2. Feritni nehrđajući čelik
Matrica prema tijelu centriranoj kubičnoj kristalnoj strukturi feritne organizacije (faze) je dominantna, magnetska, općenito se ne može otvrdnuti toplinskom obradom, ali hladna obrada može ga učiniti malo ojačanim nehrđajućim čelikom. Američki institut za željezo i čelik do 430 i 446 za oznaku.
3. Martenzitni nehrđajući čelik
Matrica je martenzitna organizacija (kubična ili centrirana po tijelu), magnetska, toplinskom obradom može prilagoditi svoja mehanička svojstva nehrđajućeg čelika. Američki institut za željezo i čelik označen je brojkama 410, 420 i 440. Martenzit ima austenitnu organizaciju na visokim temperaturama, koja se može transformirati u martenzit (tj. otvrdnuti) kada se ohladi na sobnu temperaturu odgovarajućom brzinom.
4. Austenitni feritni (dupleks) nehrđajući čelik
Matrica ima dvofaznu organizaciju i austenitne i feritne faze, od čega je sadržaj matrice manje faze općenito veći od 15%. Magnetska je i može se ojačati hladnom obradom nehrđajućeg čelika. 329 je tipičan dupleks nehrđajući čelik. U usporedbi s austenitnim nehrđajućim čelikom, dupleks čelik ima visoku čvrstoću, otpornost na interkristalnu koroziju, kloridnu naponsku koroziju i koroziju uslijed rupica.
5. Nehrđajući čelik s precipitacijskim kaljenjem
Matrica je austenitne ili martenzitne organizacije i može se otvrdnuti postupkom očvršćavanja precipitacijom kako bi se dobio kaljeni nehrđajući čelik. Američki institut za željezo i čelik do 600 serije digitalnih oznaka, kao što je 630, odnosno 17-4PH.
Općenito, osim legura, otpornost austenitnog nehrđajućeg čelika na koroziju je superiorna, u manje korozivnom okruženju može se koristiti feritni nehrđajući čelik, u blago korozivnim okruženjima, ako se od materijala traži visoka čvrstoća ili visoka tvrdoća, mogu se koristiti martenzitni nehrđajući čelik i nehrđajući čelik s precipitacijskim kaljenjem.
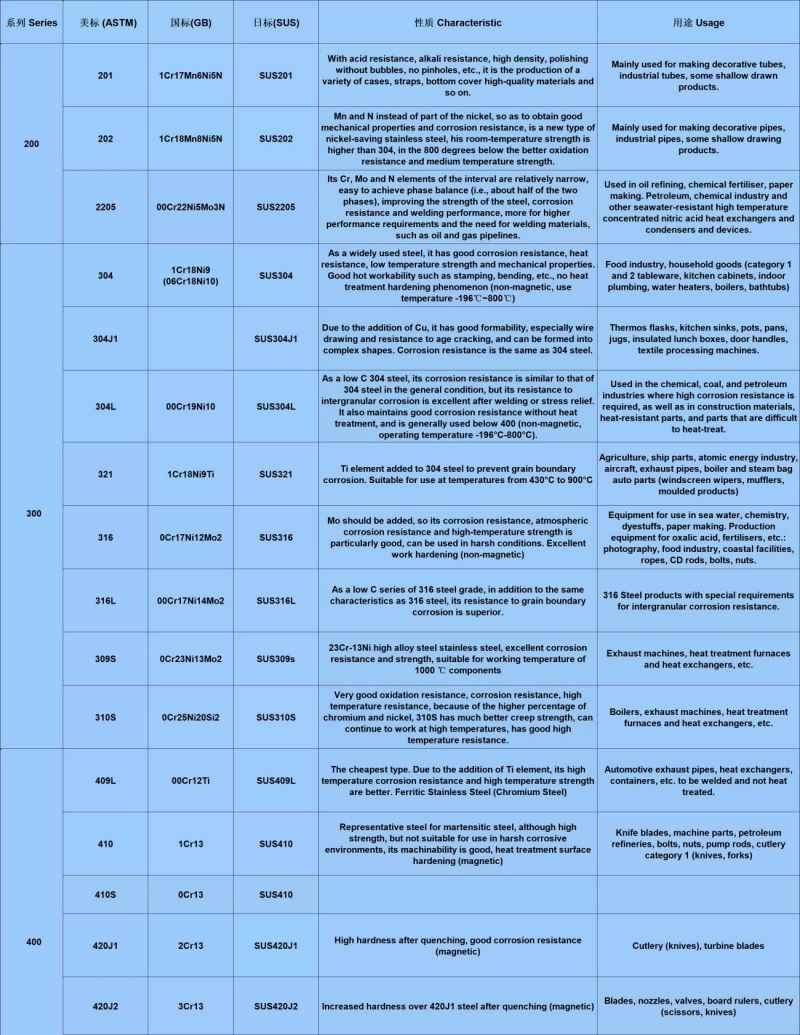
Karakteristike i upotreba
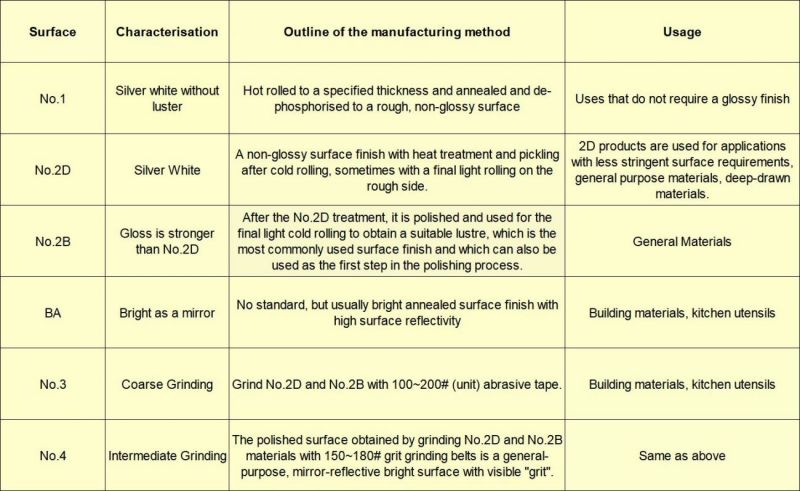
Površinski proces
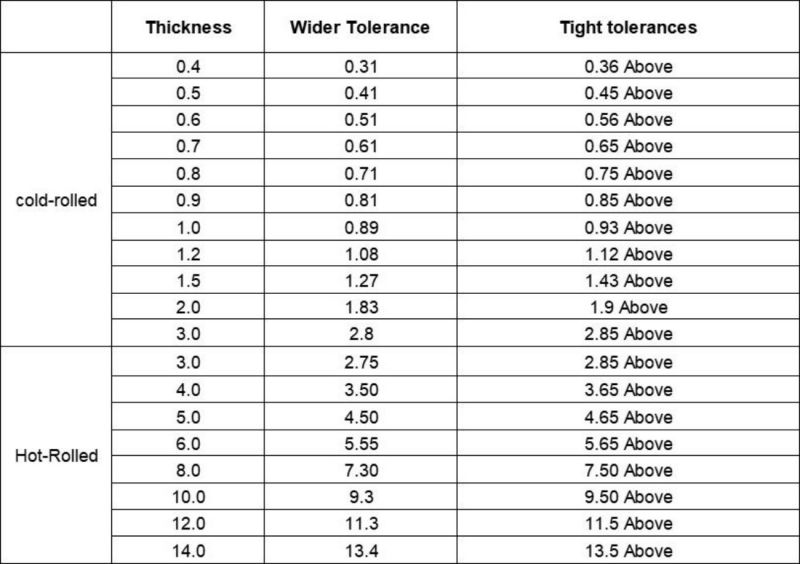
Razlika u debljini
1. Zbog rada strojeva u čeličani tijekom procesa valjanja, valjci se zagrijavaju zbog blage deformacije, što rezultira odstupanjem debljine ploče prilikom valjanja, obično debela u sredini između dvije strane, a tanka. Pri mjerenju debljine ploče, prema državnim propisima, treba mjeriti u sredini glave ploče.
2. Razlog tolerancije temelji se na potražnji tržišta i kupaca, a općenito se dijeli na velike i male tolerancije.
V. Proizvodnja, zahtjevi za inspekciju
1. Cijevna ploča
① spojeni čeoni spojevi cijevnih ploča za 100%-tnu inspekciju zrakama ili UT, kvalificirana razina: RT: II UT: I razina;
② Osim nehrđajućeg čelika, toplinska obrada za ublažavanje naprezanja spojenih cijevnih ploča;
③ odstupanje širine mosta rupe cijevne ploče: prema formuli za izračun širine mosta rupe: B = (S - d) - D1
Minimalna širina mosta rupe: B = 1/2 (S - d) + C;
2. Toplinska obrada cijevne kutije:
Ugljični čelik, niskolegirani čelik zavaren s podijeljenom pregradom cijevne kutije, kao i cijevna kutija bočnih otvora većih od 1/3 unutarnjeg promjera cilindrične cijevne kutije, pri primjeni zavarivanja za toplinsku obradu ublažavanja naprezanja, brtvenu površinu prirubnice i pregrade treba obraditi nakon toplinske obrade.
3. Ispitivanje tlaka
Kada je projektni tlak u procesu omotača niži od procesnog tlaka u cijevi, kako bi se provjerila kvaliteta spojeva cijevi i cijevne ploče izmjenjivača topline
① Tlak u ljusci programa za povećanje ispitnog tlaka s programom cijevi u skladu s hidrauličkim ispitivanjem, kako bi se provjerilo propuštanje spojeva cijevi. (Međutim, potrebno je osigurati da je primarno naprezanje filma ljuske tijekom hidrauličkog ispitivanja ≤0,9 ReLΦ)
② Kada gore navedena metoda nije prikladna, ljuska se može hidrostatski ispitati prema izvornom tlaku nakon prolaska kroz test, a zatim se ljuska testira na propuštanje amonijaka ili halogenih spojeva.
Koja vrsta nehrđajućeg čelika nije lako zahrđati?
Tri su glavna faktora koja utječu na hrđanje nehrđajućeg čelika:
1. Sadržaj legirajućih elemenata. Općenito govoreći, čelik s udjelom kroma od 10,5% ne hrđa lako. Što je veći sadržaj kroma i nikla, to je veća otpornost na koroziju, na primjer, ako je sadržaj nikla u materijalu 304 85 ~ 10%, a sadržaj kroma 18% ~ 20%, takav nehrđajući čelik općenito ne hrđa.
2. Proces taljenja proizvođača također će utjecati na otpornost nehrđajućeg čelika na koroziju. Tehnologija taljenja je dobra, oprema napredna, tehnologija napredna, velike čeličane kontroliraju legirajuće elemente, uklanjaju nečistoće i kontroliraju temperaturu hlađenja gredica, tako da je kvaliteta proizvoda stabilna i pouzdana, dobra intrinzična kvaliteta, nije lako hrđati. Naprotiv, kod nekih malih čeličana oprema je unatrag, tehnologija unatrag, proces taljenja nečistoća ne može se ukloniti, a proizvod će neizbježno hrđati.
3. Vanjski okoliš. Suhi i prozračeni okoliš nije lako hrđav, dok je vlažnost zraka, kontinuirano kišovito vrijeme ili zrak koji sadrži kiselost i lužnatost okoliša lako hrđav. Nehrđajući čelik 304 također hrđa ako je okolni okoliš previše loš.
Kako se nositi s mrljama od hrđe od nehrđajućeg čelika?
1. Kemijska metoda
Pomoću paste za kiseljenje ili spreja pomažete zahrđalim dijelovima da repasiviziraju stvaranje filma kromovog oksida kako bi se obnovila otpornost na koroziju. Nakon kiseljenja, kako bi se uklonili svi zagađivači i ostaci kiseline, vrlo je važno provesti temeljito ispiranje vodom. Nakon što se sve obradi i ponovno ispolira opremom za poliranje, može se zatvoriti voskom za poliranje. Za lokalne manje mrlje od hrđe može se koristiti i mješavina benzina i ulja u omjeru 1:1 s čistom krpom za brisanje mrlja od hrđe.
2. Mehaničke metode
Čišćenje pjeskarenjem, čišćenje staklenim ili keramičkim česticama, uništavanje, četkanje i poliranje. Mehaničke metode imaju potencijal ukloniti onečišćenja uzrokovana prethodno uklonjenim materijalima, materijalima za poliranje ili uništenim materijalima. Sve vrste onečišćenja, posebno strane čestice željeza, mogu biti izvor korozije, posebno u vlažnim okruženjima. Stoga se mehanički očišćene površine po mogućnosti trebaju formalno čistiti u suhim uvjetima. Korištenje mehaničkih metoda čisti samo njihovu površinu i ne mijenja otpornost samog materijala na koroziju. Stoga se preporučuje ponovno poliranje površine opremom za poliranje i zatvaranje voskom za poliranje nakon mehaničkog čišćenja.
Uobičajeno korištene vrste i svojstva nehrđajućeg čelika u instrumentaciji
Nehrđajući čelik 1.304. To je jedan od austenitnih nehrđajućih čelika s velikom primjenom i najširom upotrebom, pogodan za proizvodnju duboko vučenih dijelova i cjevovoda za kiseline, spremnika, konstrukcijskih dijelova, raznih vrsta tijela instrumenata itd. Također se može koristiti za proizvodnju nemagnetske opreme i dijelova otpornih na niske temperature.
Nehrđajući čelik 2.304L. Kako bi se riješilo taloženje Cr23C6 uzrokovano nehrđajućim čelikom 304, u nekim uvjetima postoji ozbiljna sklonost interkristalnoj koroziji i razvoj ultra-niskougljičnog austenitnog nehrđajućeg čelika, njegovo senzibilizirano stanje otpornosti na interkristalnu koroziju znatno je bolje od nehrđajućeg čelika 304. Osim nešto niže čvrstoće, nehrđajući čelik 321 ima i druga svojstva, uglavnom se koristi za opremu i komponente otporne na koroziju, ne može se zavarivati u otopini i može se koristiti za izradu različitih vrsta tijela instrumentacije.
Nehrđajući čelik 3.304H. Unutarnja grana od nehrđajućeg čelika 304, maseni udio ugljika 0,04% ~ 0,10%, performanse na visokim temperaturama su bolje od nehrđajućeg čelika 304.
Nehrđajući čelik 4.316. U čeliku 10Cr18Ni12 dodatkom molibdena, čelik ima dobru otpornost na redukcijske medije i otpornost na koroziju zbog rupica. U morskoj vodi i drugim medijima, otpornost na koroziju je bolja od nehrđajućeg čelika 304, uglavnom se koristi za materijale otporne na koroziju zbog rupica.
Nehrđajući čelik 5.316L. Ultra-niskougljični čelik, s dobrom otpornošću na osjetljivu interkristalnu koroziju, pogodan za izradu debelih presjeka zavarenih dijelova i opreme, poput petrokemijske opreme, od materijala otpornih na koroziju.
Nehrđajući čelik 6.316H. Unutarnja grana od nehrđajućeg čelika 316, maseni udio ugljika od 0,04% - 0,10%, performanse na visokim temperaturama su bolje od nehrđajućeg čelika 316.
Nehrđajući čelik 7.317. Otpornost na koroziju u obliku tačkaste korozije i otpornost na puzanje bolja je od nehrđajućeg čelika 316L, koji se koristi u proizvodnji opreme otporne na koroziju u petrokemijskoj industriji i organskim kiselinama.
Nehrđajući čelik 8.321. Austenitni nehrđajući čelik stabiliziran titanom, dodavanjem titana za poboljšanje otpornosti na interkristalnu koroziju i dobrim mehaničkim svojstvima na visokim temperaturama, može se zamijeniti austenitnim nehrđajućim čelikom s ultra niskim udjelom ugljika. Osim otpornosti na koroziju na visokim temperaturama ili vodiku i drugim posebnim prilikama, općenito se ne preporučuje.
9.347 nehrđajući čelik. Niobijem stabilizirani austenitni nehrđajući čelik, niobij dodan za poboljšanje otpornosti na interkristalnu koroziju, otpornost na koroziju u kiselinama, lužinama, solima i drugim korozivnim medijima s nehrđajućim čelikom 321, dobre performanse zavarivanja, može se koristiti kao materijal otporan na koroziju i toplinski otporni čelik koji se uglavnom koristi za toplinsku energiju, petrokemijska polja, kao što je proizvodnja spremnika, cjevovoda, izmjenjivača topline, osovina, industrijskih peći u cijevima peći i termometara cijevi peći i tako dalje.
Nehrđajući čelik 10.904L. Super austenitni nehrđajući čelik, super austenitni nehrđajući čelik koji je izumio Finac Otto Kemp, s masenim udjelom nikla od 24% do 26%, masenim udjelom ugljika manjim od 0,02%, izvrsnom otpornošću na koroziju. U neoksidirajućim kiselinama poput sumporne, octene, mravlje i fosforne kiseline ima vrlo dobru otpornost na koroziju, a istovremeno ima dobru otpornost na koroziju u pukotinama i otpornost na koroziju pod naponom. Pogodan je za različite koncentracije sumporne kiseline ispod 70 ℃ i ima dobru otpornost na koroziju octene kiseline i miješane kiseline mravlje i octene kiseline bilo koje koncentracije i bilo koje temperature pod normalnim tlakom. Izvorni standard ASMESB-625 svrstava ga u legure na bazi nikla, a novi standard ga svrstava u nehrđajući čelik. Kina koristi samo približnu klasu čelika 015Cr19Ni26Mo5Cu2, dok neki europski proizvođači instrumenata koriste ključne materijale od nehrđajućeg čelika 904L, poput E + H-ove cijevi za mjerenje protoka mase, a kućište Rolex sata također koristi nehrđajući čelik 904L.
Nehrđajući čelik 11.440C. Martenzitni nehrđajući čelik, nehrđajući čelik koji se može kaliti, nehrđajući čelik najviše tvrdoće, tvrdoće HRC57. Uglavnom se koristi u proizvodnji mlaznica, ležajeva, ventila, kalema ventila, sjedišta ventila, čahura, stabala ventila itd.
Nehrđajući čelik 12.17-4PH. Martenzitni nehrđajući čelik s precipitacijskim kaljenjem, tvrdoće HRC44, s visokom čvrstoćom, tvrdoćom i otpornošću na koroziju, ne može se koristiti za temperature više od 300 ℃. Ima dobru otpornost na koroziju i na atmosferske i na razrijeđene kiseline ili soli, a njegova otpornost na koroziju ista je kao i kod nehrđajućeg čelika 304 i nehrđajućeg čelika 430, koji se koriste u proizvodnji offshore platformi, lopatica turbina, kalema, sjedišta, čahura i stabala ventila.
U instrumentacijskoj struci, u kombinaciji s pitanjima općenitosti i troškova, konvencionalni redoslijed odabira austenitnog nehrđajućeg čelika je 304-304L-316-316L-317-321-347-904L, od kojih se 317 rjeđe koristi, 321 se ne preporučuje, 347 se koristi za koroziju na visokim temperaturama, 904L je samo zadani materijal nekih komponenti pojedinačnih proizvođača, dizajn općenito neće preuzeti inicijativu za odabir 904L.
Prilikom odabira dizajna instrumentacije, obično će se koristiti različiti materijali za instrumentaciju i materijali za cijevi. Posebno u uvjetima visoke temperature, moramo obratiti posebnu pozornost na odabir materijala za instrumentaciju kako bismo zadovoljili temperaturu i tlak procesne opreme ili cjevovoda, kao što je cjevovod od krom-molibdenskog čelika za visoke temperature. Ako odaberete nehrđajući čelik za instrumentaciju, vrlo je vjerojatno da će doći do problema. Potrebno je konzultirati se s odgovarajućim mjeračem temperature i tlaka materijala.
Pri odabiru dizajna instrumenta često se susrećemo s raznim sustavima, serijama i vrstama nehrđajućeg čelika, a odabir bi trebao biti utemeljen na specifičnim procesnim medijima, temperaturi, tlaku, naprezanim dijelovima, koroziji, troškovima i drugim aspektima.
Vrijeme objave: 11. listopada 2023.